NEWS プレバランス2.0の新台からの施工の意味 新台から2年以内の打抜機(三和製作製打抜機)ならばPBSフイルム5層でインストールすれば良い状態のバランスで打抜機インストールを安価に可能と成り以後のメンテナンスも万が一の事故の時も安心して使う事が可能で有る。ある意味に保険として使っていけ... 2026.05.29 NEWSプレスバランスシステムプレバランス関連プレバランス2.0印刷紙器
NEWS メールマガジン内のカテゴリー メールマガジン右下に左手写真の様なカテゴリー別に情報が見る事が出来ます。トラブル対応などにも情報が使えます。カテゴリーは一部修正した方が良い部分が有ります。「プレバランスシステム」「プレバランス2.0」「レベルリテンションすステム」などプレ... 2026.05.25 NEWS
NEWS 当社製品の在庫と製品単価とリサイクル依頼事情 世の中、現在原油値上がりの真っ最中で樹脂関連が手に入らなくなっている。当社扱い製品の状態を説明したいと思います。又、ブログで製品単価情報も記載するようにします。先ずプレバランス積層フイルムやエリアテープで使うPPS樹脂16μフイルムは元々が... 2026.05.11 NEWSSDGs
NEWS SPEED PIN詳細 @120円(500個一袋) バラでの出荷は@150円欧州でC&Tマトリックス社から販売されているSPEED PINが欧州では一機に広がり販売開始から一年で100万個の販売が出来たと云う事でますます広がっている。メーカーからSPEED PI... 2026.04.30 NEWSストリッピングパンチングメタル用ストリッピング印刷紙器
NEWS ジョインターとマグネッター ジョインターは定価3万円 マグネッターは定価5万円 ジョインターとマグネッターは三和製打抜機パンチングメタルに合わせて開発されたセットジグで有る。通常はOMロックなどと云われているオン型メン型を合体させて位置合わせや... 2026.04.30 NEWSストリッピングパンチングメタル用ストリッピング三和製打抜機印刷紙器
ストリッピング ターゲットフイルム ターゲットフイルムはメン型に貼り付ける位置合わせ用フイルムです。 通常はメン型の全ての穴側から製品の穴位置が有っているか?どうか?を確認するのだが、広範囲に配置された穴を隅々まで確認して合すのは大変である。ターゲットフイルムを使えば・・・左... 2026.04.29 ストリッピングパンチングメタル用ストリッピング三和製打抜機印刷紙器
NEWS 下ピン無しメン型の製作する場合は・・・ 上記図面は8パイ64個下ピン無しのオン型メン型の図面です。8パイ丸刃には0.1mmニック4ヵ所配置されています。下ピン無しの場合は穴カスが保持されたまま、ストリッピング部に配送されなくてはいけないのでニックが必要です。0.1ニック入れ丸刃は... 2026.04.28 NEWSストリッピングパンチングメタル用ストリッピング
NEWS パンチングメタル用36mm高さオン型製作するには・・・ 通常オン型の高さは50mm&55mm高さで作成するがパンチングメタルに直付けする場合は36mmで作成しなければならない。部材はダイレンジャーで用意しています。用意している部材は・・・1、H36mmT1mm棘付きストリッピング板2、5パイ×3... 2026.04.28 NEWSストリッピングパンチングメタル用ストリッピング
NEWS 業界紙での広告決定とHPリニューアル 5月発刊分のパック&ボックスと6月発刊分のカートンボックスから交互に3回分づつの広告を契約しました。ちょっと?大胆?な?広告だけどイメージ広告なので半年で終えます。続けるなら違った広告で続ける事と成るだろう。合わせてカートンボックスで取材を... 2026.04.22 NEWS
NEWS プレバランス2.0の代理店 プレバランス2.0のインストールする為にPBSフイルムを何処から購入いただけるか?と云うと・・・・以前からの代理店で有る「有功社シトー貿易㈱」様と「㈱ナカヤマ」様、新たな代理店で有る関東地区「コンゴ―テクノロジー㈱」様、北海道の「(有)山元... 2026.04.03 NEWS
 印刷紙器 印刷紙器
印刷紙器 印刷紙器  NEWS
NEWS  段ボール
段ボール  NEWS
NEWS  カウンタープレート(CAD面板)
カウンタープレート(CAD面板)  NEWS
NEWS  NEWS
NEWS  NEWS
NEWS  NEWS
NEWS  NEWS
NEWS  印刷紙器
印刷紙器  NEWS
NEWS  NEWS
NEWS  NEWS
NEWS  NEWS
NEWS  NEWS
NEWS  NEWS NEWS
NEWS NEWS  NEWS
NEWS  NEWS NEWS
NEWS NEWS 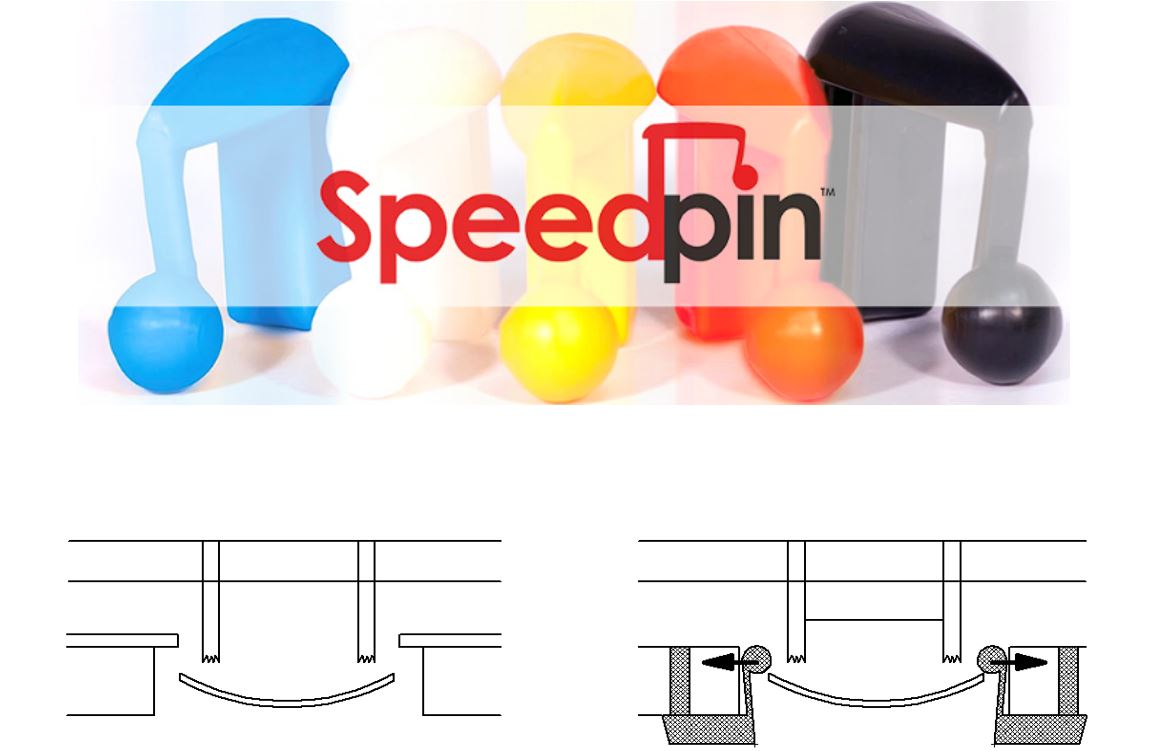 NEWS
NEWS  NEWS
NEWS  ストリッピング
ストリッピング  NEWS
NEWS 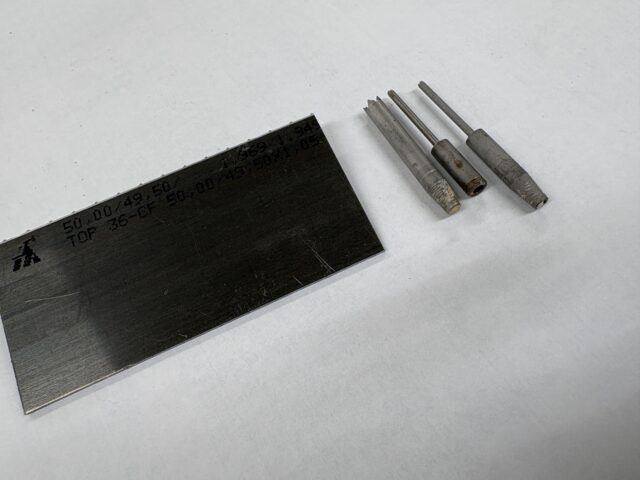 NEWS
NEWS  NEWS NEWS
NEWS NEWS